3D model, inspired by the commonly available printing presses
About to make my A4 printing press for lino and stamps. I can weld it myself, saves 300-ish euro. How hard can it be. This is the prototype sketch, made in Rhino.
This simple press is capable of exerting a huge force on the printing block, around 1000 kg, by clever use of levers instead of using a screw, which has a lot of friction and requires more force from the person who operates it.
This makes it easy te operate even by children. However, many presses are not very user friendly. The press is optimized on costs and not on user friendliness.
Here is the inspiration. It is a very practical and useful press, but there are some improvements possible, especially the lever is rather awkward and very non ergonomical.
First: a solid baseAdding the leversAdjusting the shape of the levers levers ready, stronger constructionpress ready, wooden boards added as well as refinements of the nutsFirst print
After the maker residency where I worked successfully with a Prusa Mk 3 and Mk4 printer, printing TPU for stamps, I decided to buy a new, modern printer. The one I already had dates from around 10 years ago and is gathering dust on the shelve now since around 2 years. I left 3D printing for what it was, focused on the laser and the router and if i had to print at all, i went to Fablab Enschede with it’s farm of Ultimakers. Even though it was not a bad printer, I never managed to get the multimaterial working properly (dual head, always leaking material from the head not in use and it had to be aligned very carefully) . Printing took just too long, and it had to print slowly to get a decent quality. Besides, the slicing software and the display were not user friendly to use. I mastered the levelling of the printing plate by hand (lots of trial and error), but it took too much time. I also wanted to get rid of the Peek connections in the printing head, they caused to much leakage and jams. Too much trouble to keep tinkering with it….
But now i enjoy printing again. The new machine, a Bambu A1 combo with multimaterial device, prints pretty good, straight from the box. And it prints fast. There was a flaw however, the Z axis was not exactly perpendicular to the building platform but with a small script in Grasshopper / Rhino3D I corrected that quite effectively and it prints at a 90 degree angle now. Which is very useful for architectonical maquettes (models).
Sure, i could have purchased a Mk4 as well, but i have there is such a huge difference in price… and the multimaterial option is also important. So i gave in and choose for the closed source Bambu with doubts about client helpdesks and so on. Still, i do not regret it.
TPU (rubber) printing works fine and the material is surprisingly strong, it just does not tear apart. I use it for stamps.
And last but not least I can print landscapes with it, which is useful for my work. Next test will be with multicolor, such as blue for below sea level, white for the 0-meter line and other colors for the dry land. It will be a nice addition to the lasercut, stacked models i made up to now.
Het bloed kruipt waar het niet gaan kan. Toch weer een theaterdecor bouwen. Er moest een bewegend huisje gebouwd worden.
Edwin Dertien had er al een idee voor hoe het gemaakt zou moeten worden en er een maquette voor gemaakt. Dus het werk was in feite al gedaan , alleen nog maar bouwen 🙂
Eerst een repetitie gedaan in het theater van Sonnevanck om voor de acteurs praktische maten te bepalen.
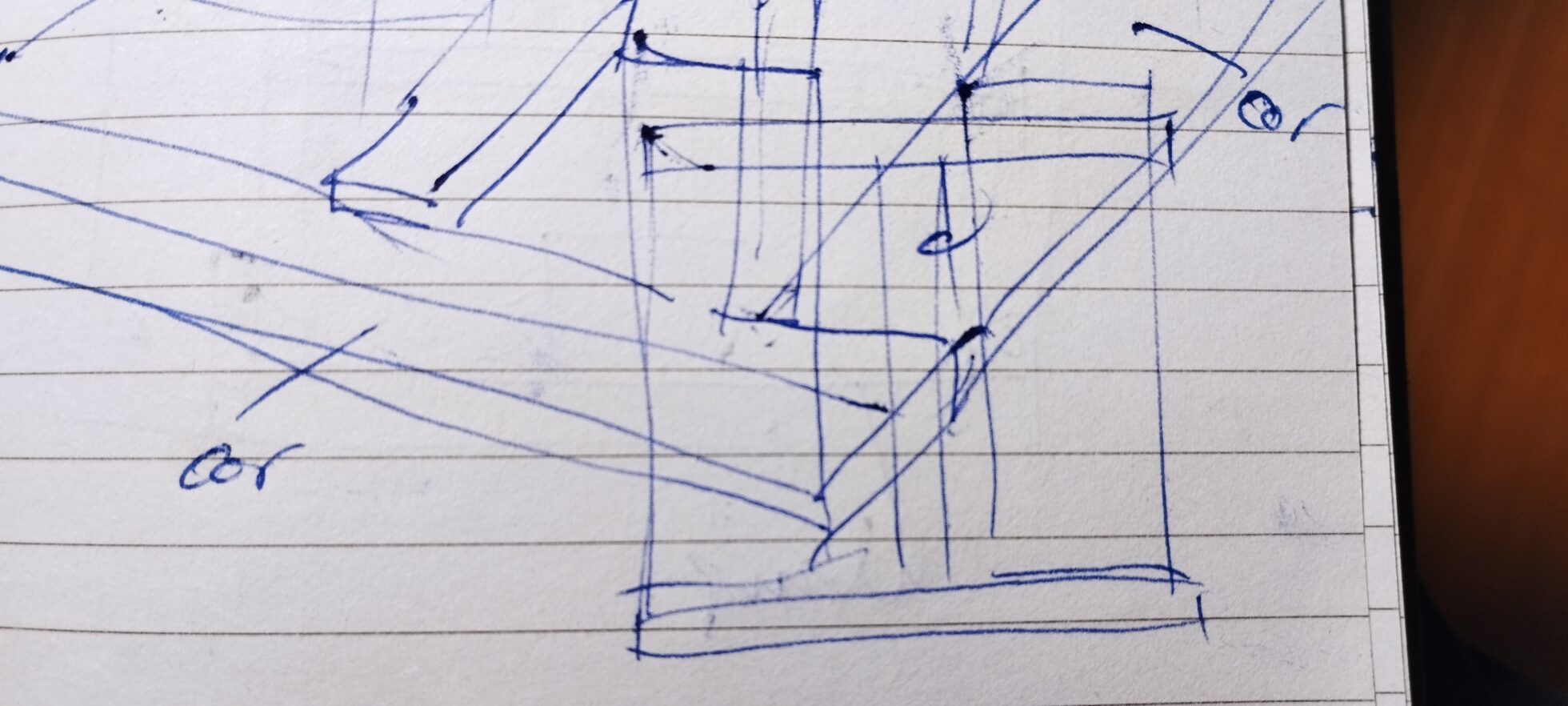
Dit verder uitgewerkt. Mijn rol was bij deze productie dus vooral bouwen, kijken hoe het gerealiseerd zou kunnen worden, zorgen dat het op de theatervloer ook bruikbaar zou zijn. Hieronder de eerste werktekening.
Het huisje moet omlaag en omhoog kunnen, het onderstel (trailer) moet kunnen rijden. Daarvoor waren een aanhanger en een daarop gebouwde schaarlift in gedachten. Gelukkig hoefde het huisje niet al te hoog te komen, bleek uit de theaterrepetitie. Een enkele schaarlift was al hoog genoeg.
In de loop van de tijd werd de tekening eenvoudiger, details uitgewerkt en verdwenen onderdelen die niet echt nodig of praktisch waren. De boel ook doorgerekend, het moet natuurlijk niet instorten of omvallen. Bij zo’n hoge, wiebelige constructie geen sinecure.
De bouw is met herbruikbare aluminium profielen , platen Polyetheen ( herbruikbaar, eventueel recyclebaar) en (ook herbruikbare) platen betonplex (lekker ruw) gemaakt. Heel belangrijk zijn de verbindingen, alles in hanteerbare delen op knippen en zorgen dat het stevig blijft en vlot te bouwen is. En het in de aanhanger past.
met de profielen is ook een opklapbare constructie te maken, wat bij de opbouw handig is.
Uiteindelijk zijn de witte panelen beplakt met een structuur en kon het geheel uitgeprobeerd worden. En het moest natuurlijk ook in de aanhanger passen.
Dit is er uit gekomen. Nu verder eraan werken, repeteren, en uiteraard zal er een en ander moeten worden aangepast.
I was invited to join the Makers United 2024 program in Chemnitz, Germany. My contribution was printing, a workshop where children could make their own prints using stamps that were pre-made or making their own stamps.
Fellow makers made robots and wrote software for an AI application, both used at the Makers United festival 13 – 16th of June 2024 in Chemnitz, it was nice to work so closely together and react on each others work.
I used the lasercutter and the 3D printer of Sternenlabor Plauen, pretty useful machines to make stamps. At home i purchased a new 3D printer so I could also make rubber (TPU) stamps in Wowlab. I mant to make a small printing press ( lifting type, see picture) as well. With my welding and metal gear that is not too difficult. Still, it takes some time to do so. So many things still to do….
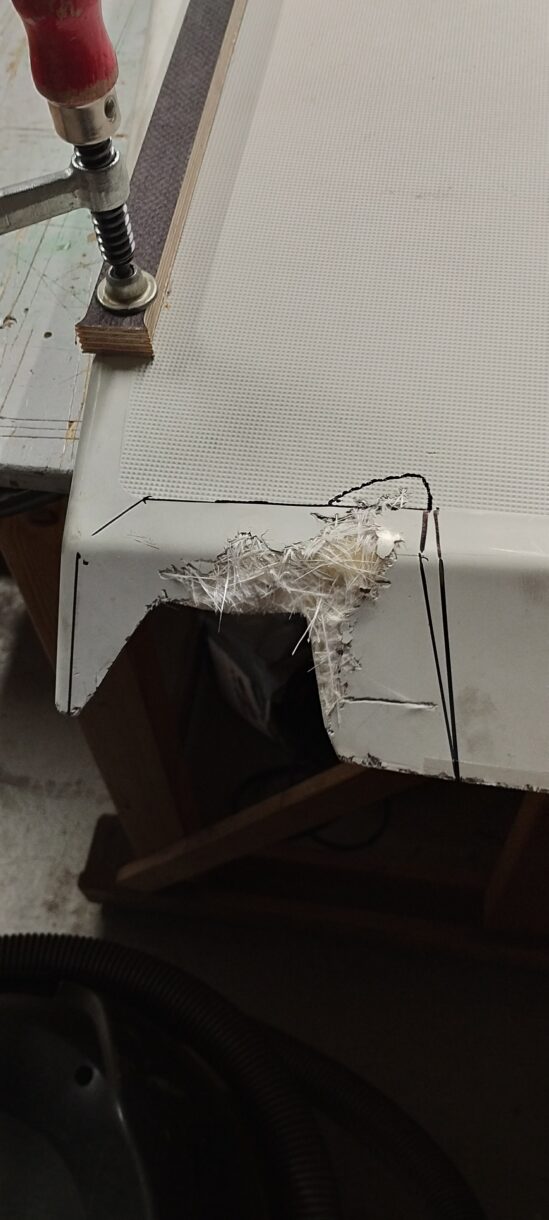
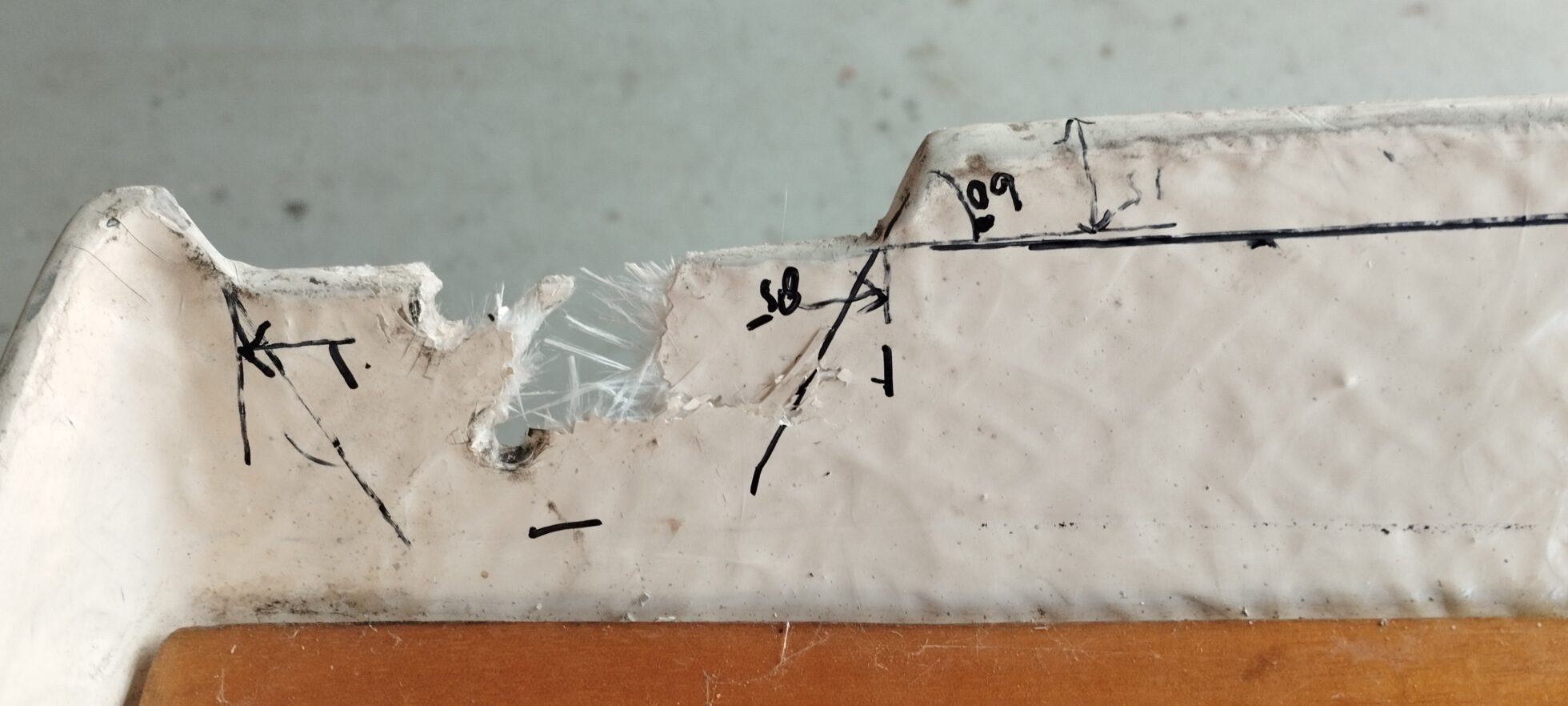
Een opengewaaid luik is van zijn scharnieren losgetrokken. Reparatie dus. Het is oud polyester, daarom epoxy voor gekozen.
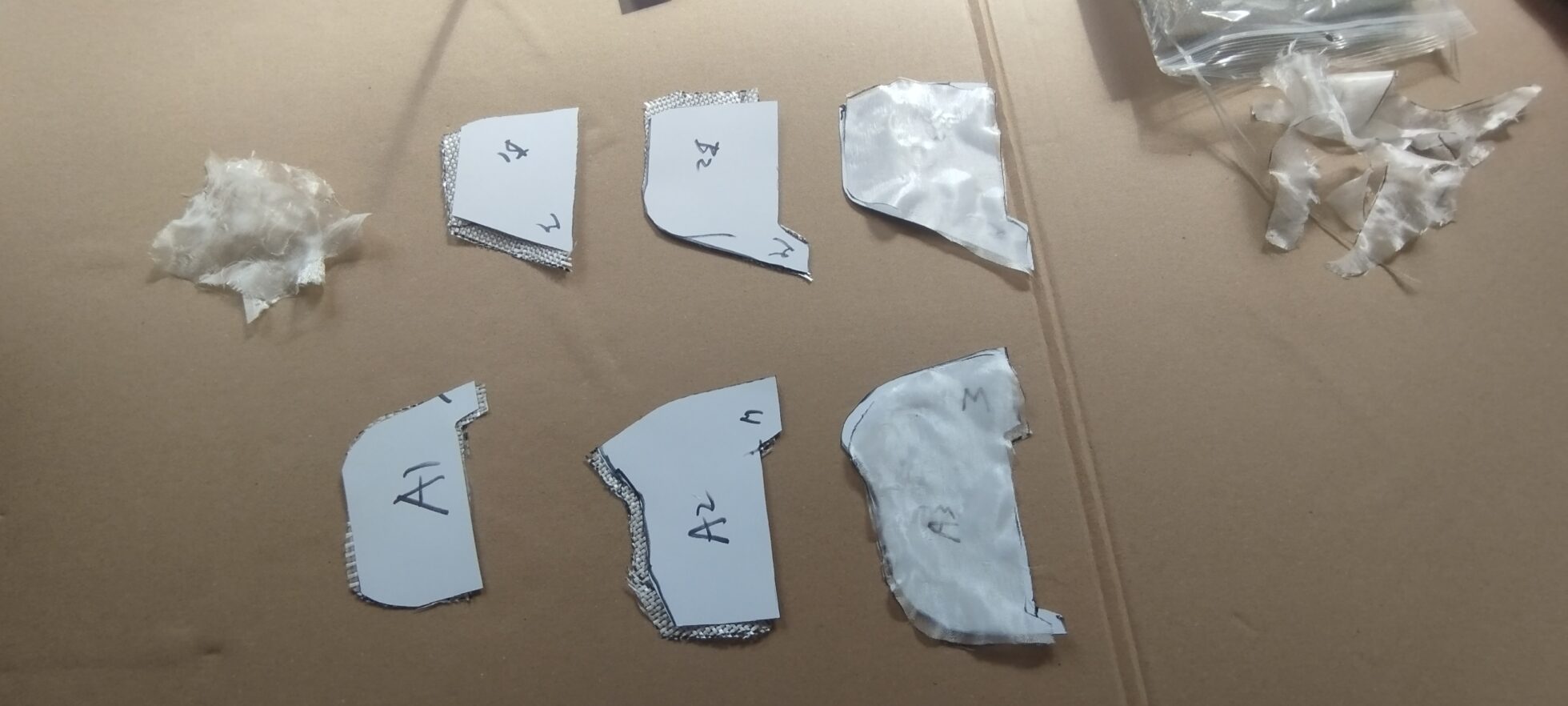
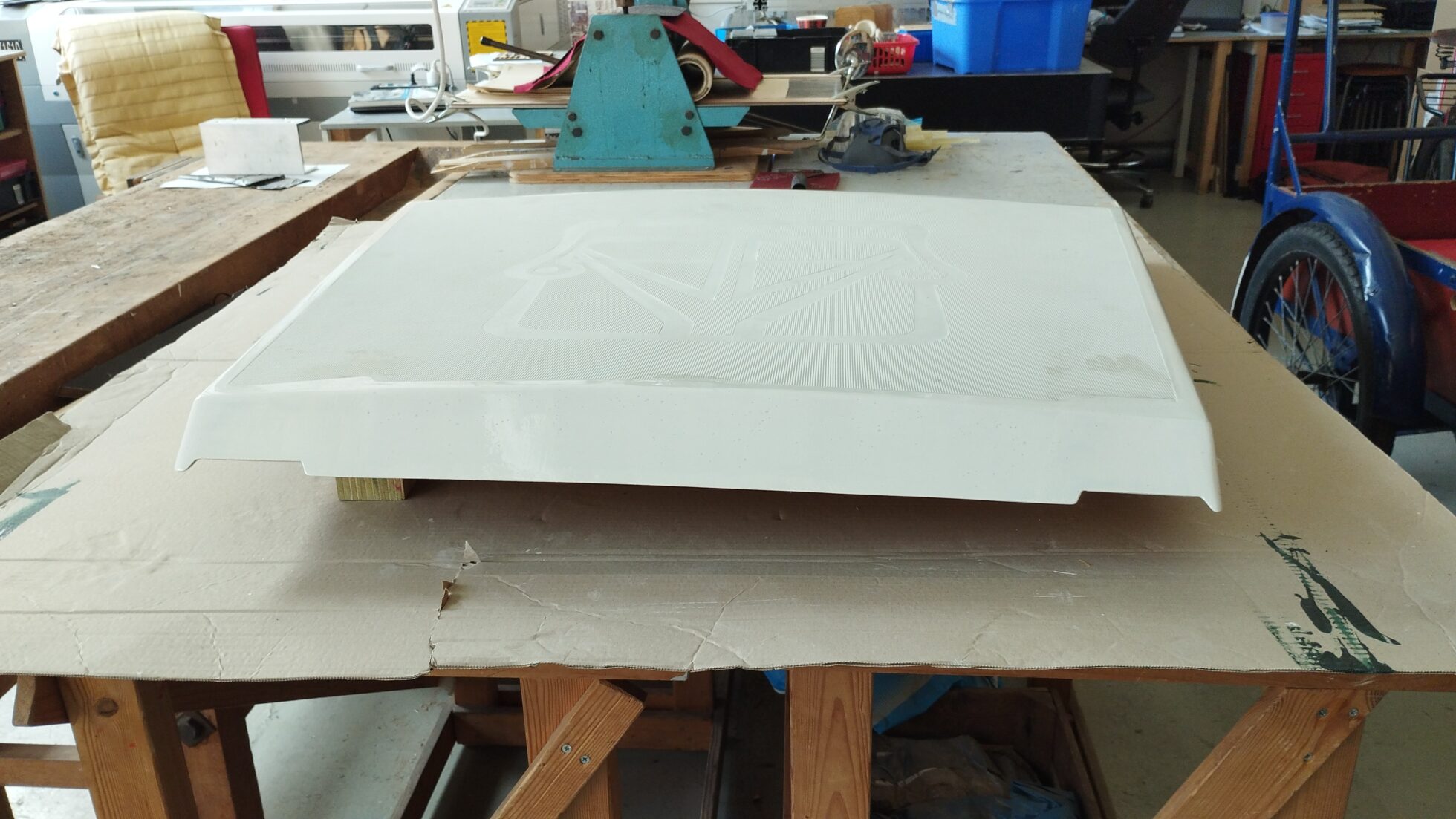
Eerst maar eens goed de maten opnemen en een mal makenEen polypropeen plaatje is ideaal voor de mal, er hecht geen epoxy aan en het heeft de juiste dikteLekker onder de hand werken, op aangename werkhoogteStukjes glasvezel op maat geknipt. Kost wat tijd maar dat verdien je dubbel terugMeerdere lagen 280 gr weefsel en een 20 grams afdekmatjeVerder opgevuld, nog meer mat en daarna chopped strands. Weer een 20 gram matje erop. Na harden plamuren en schuren.
Hierna plamuren, schuren en verven met DD lak.
Geplamuurd, gegrond en eerste laag DD erop. Onderweg naar de boot, het luik netjes ingepakt. Was goed mee te nemen zo.
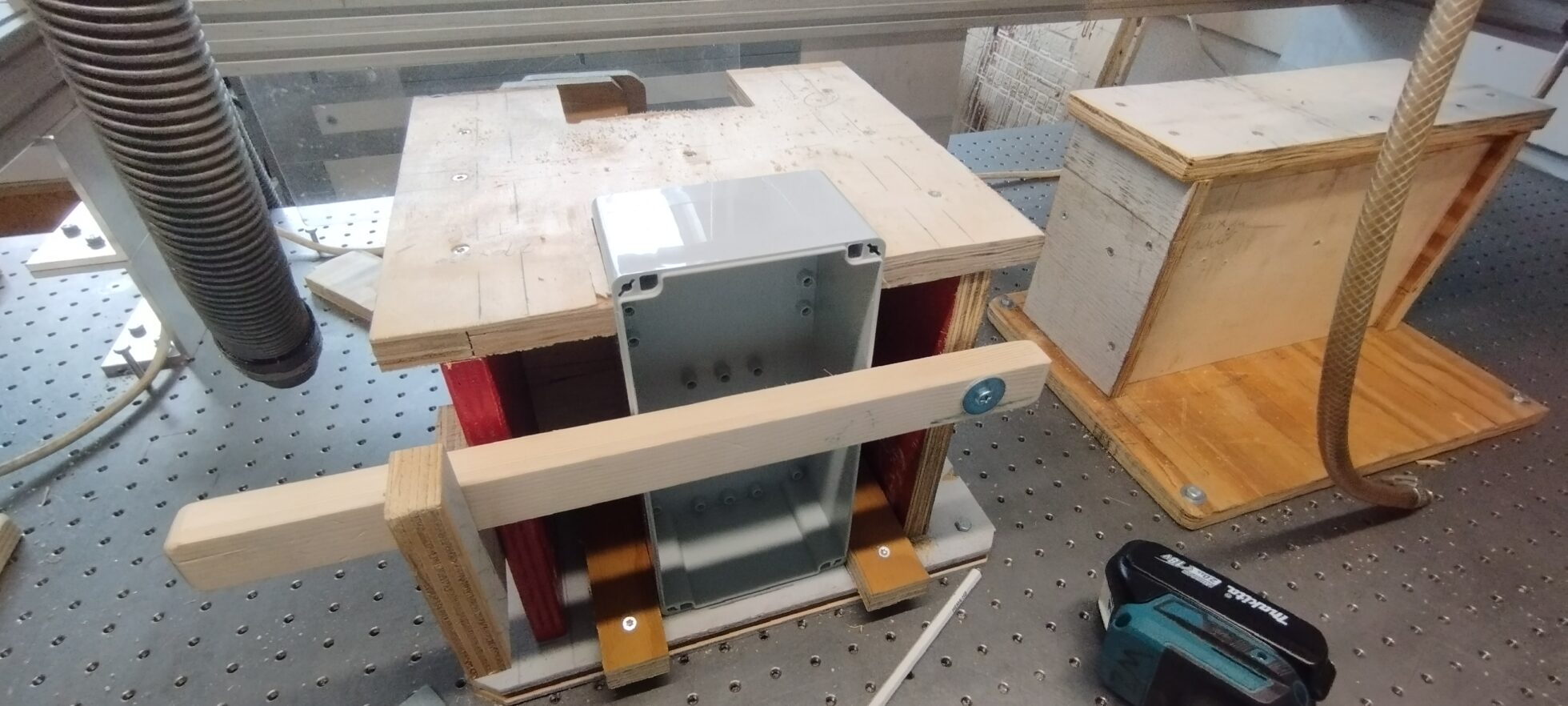
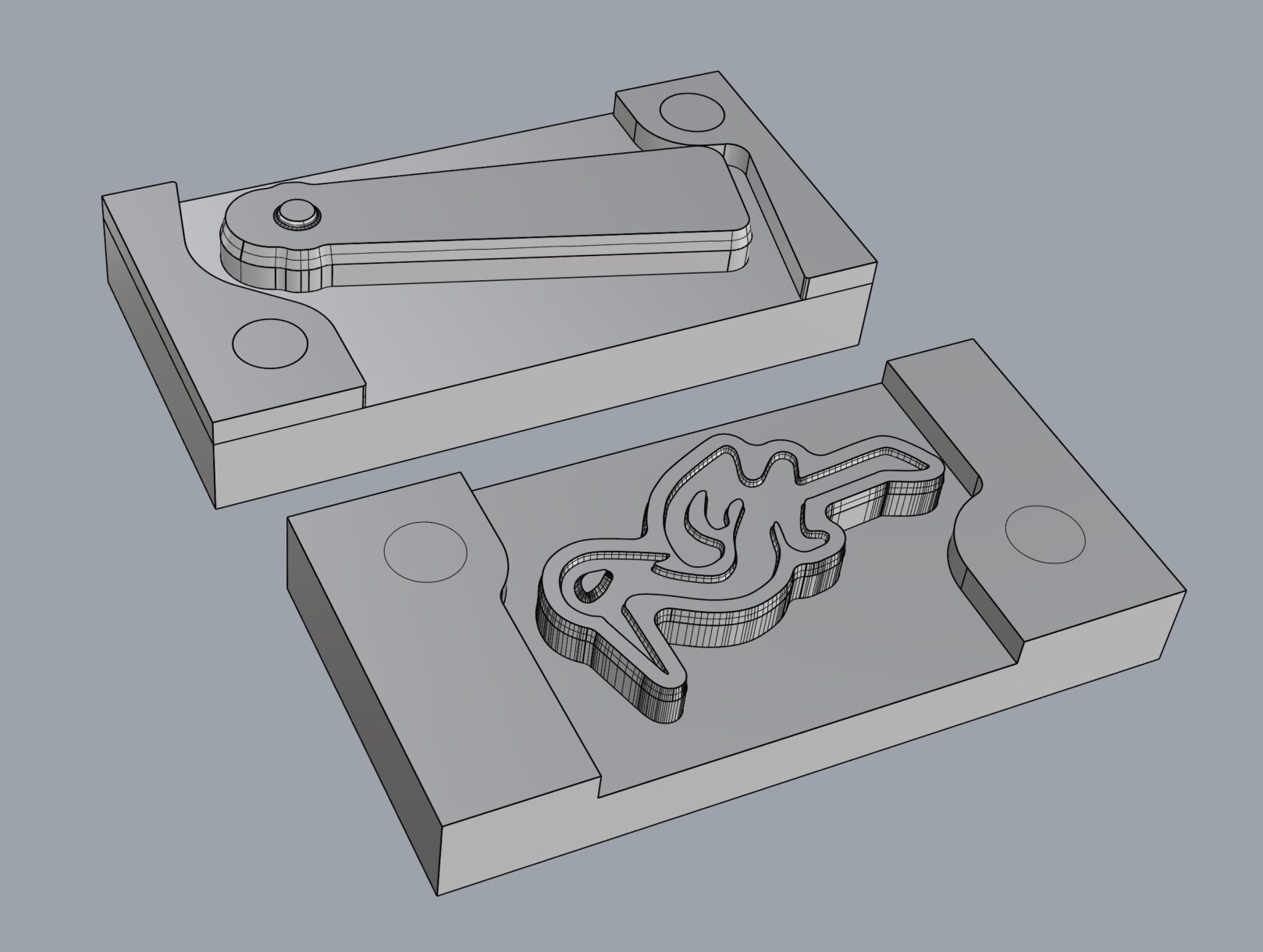
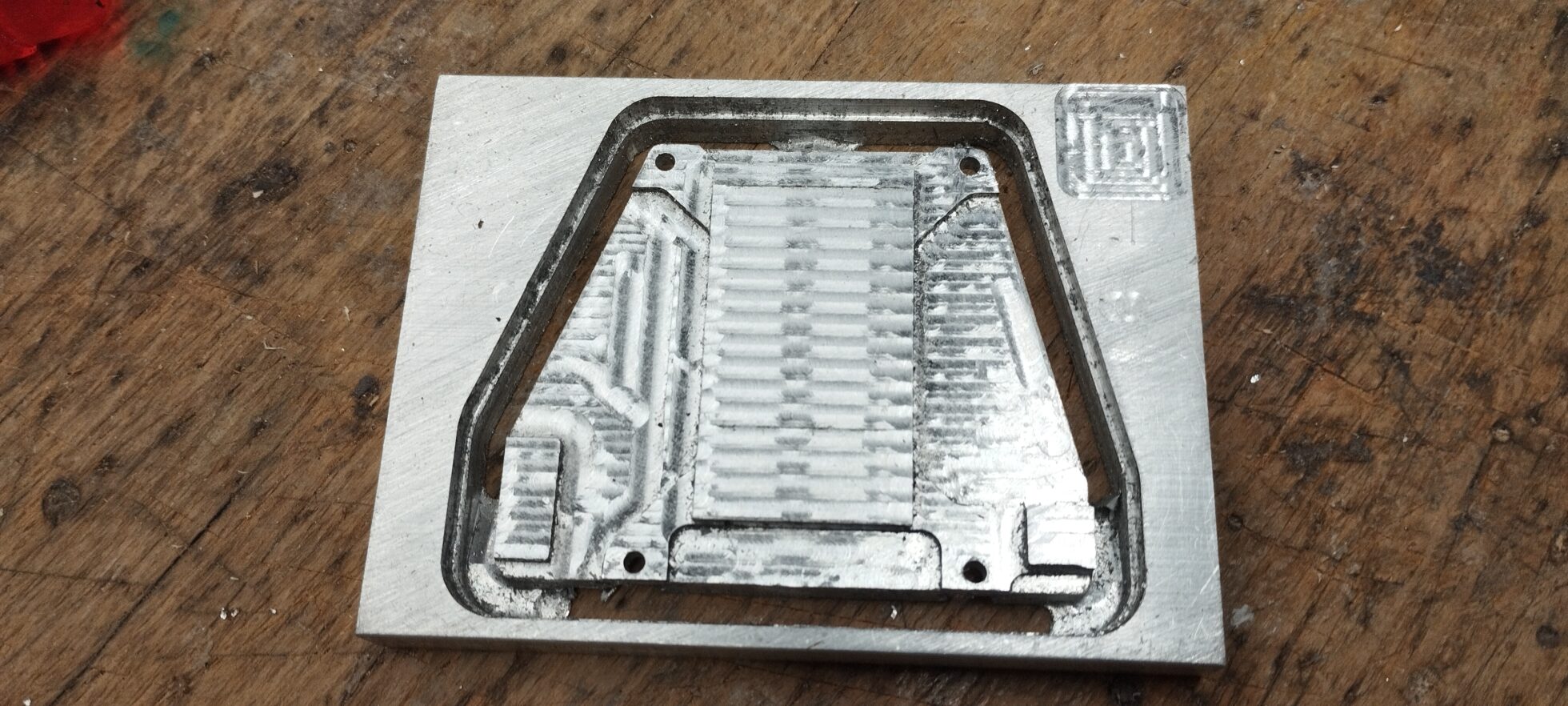
Voor de gemeente Den Haag een malletje aan het maken, een herneming van een eerdere mal, maar nu met wat verbeteringen erin zoals betere afvoer van de overmaat materiaal en met minder kracht te sluiten. Het wordt gebruikt om kinderen met gerecycled plastic een sleutelhanger te laten maken. Waarom deze vorm? Kijk maar even naar het wapen van Den Haag. Een ooievaar met een slangetje in z’n snavel.
Het logo in een sleutelhanger
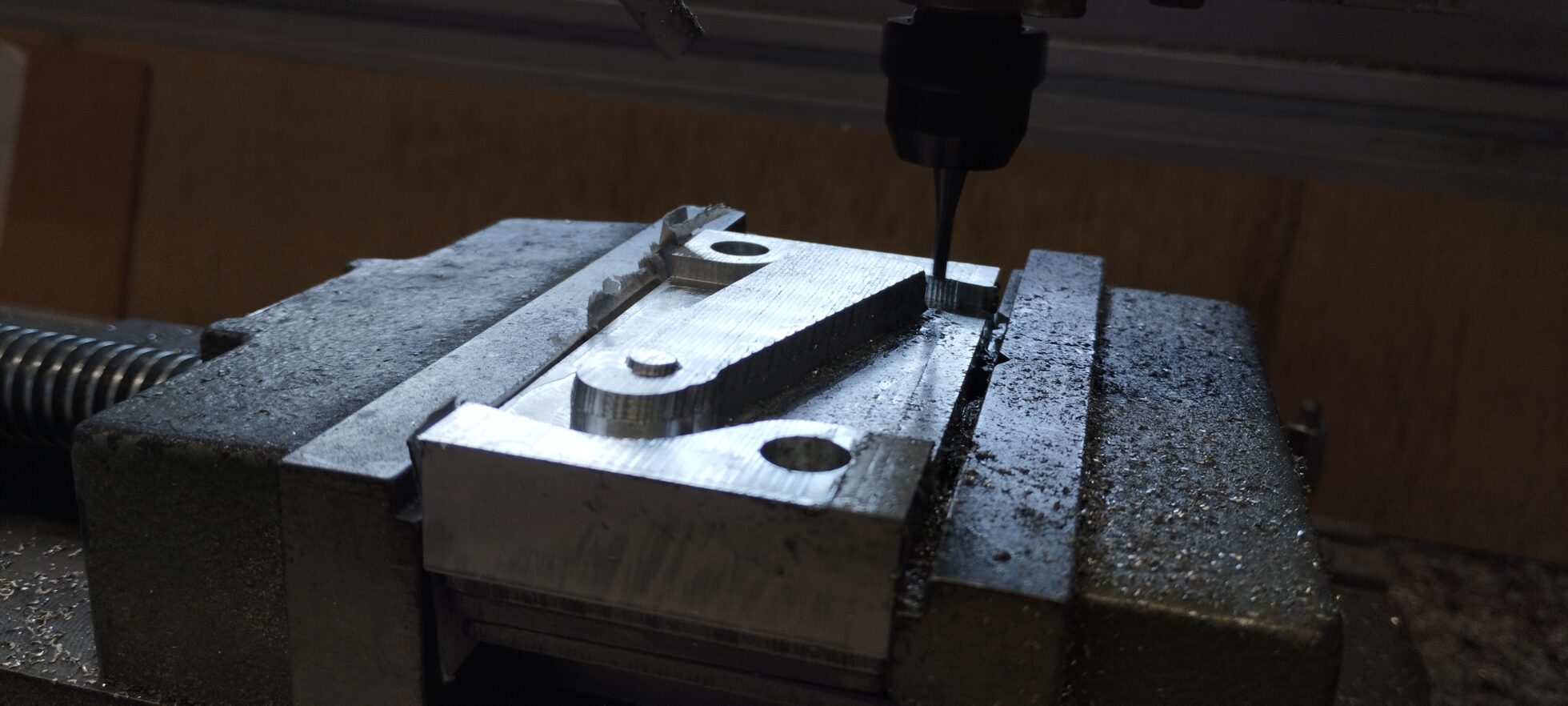
De ooievaar in de laatste fase van het frezen. De fijne details komen er nu in
Voor de fijne details gebruik ik een V vormige frees met een bolkop, een ideale tool voor dit werk: sterk, kan lekker diep steken zonder te breken. De grote gaten hoeven er niet helemaal doorheen te worden gefreesd. Diepe gaten maken gaat vlugger met de kolomboor, zolang de positie maar is aangegeven met een ondiep gat. En het is veiliger voor de frezen die in diepe gaten hun spanen slecht kwijt kunnen.
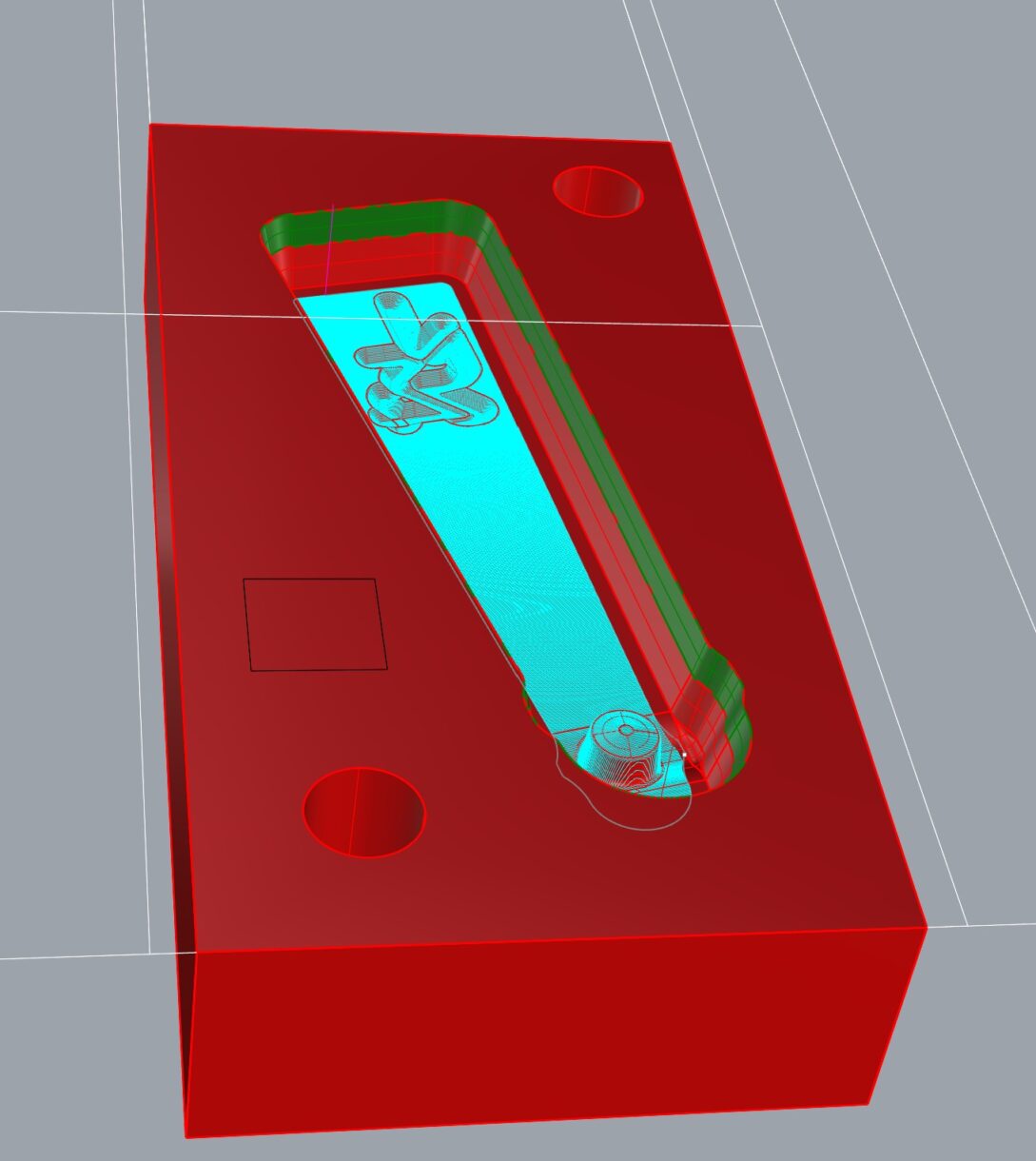
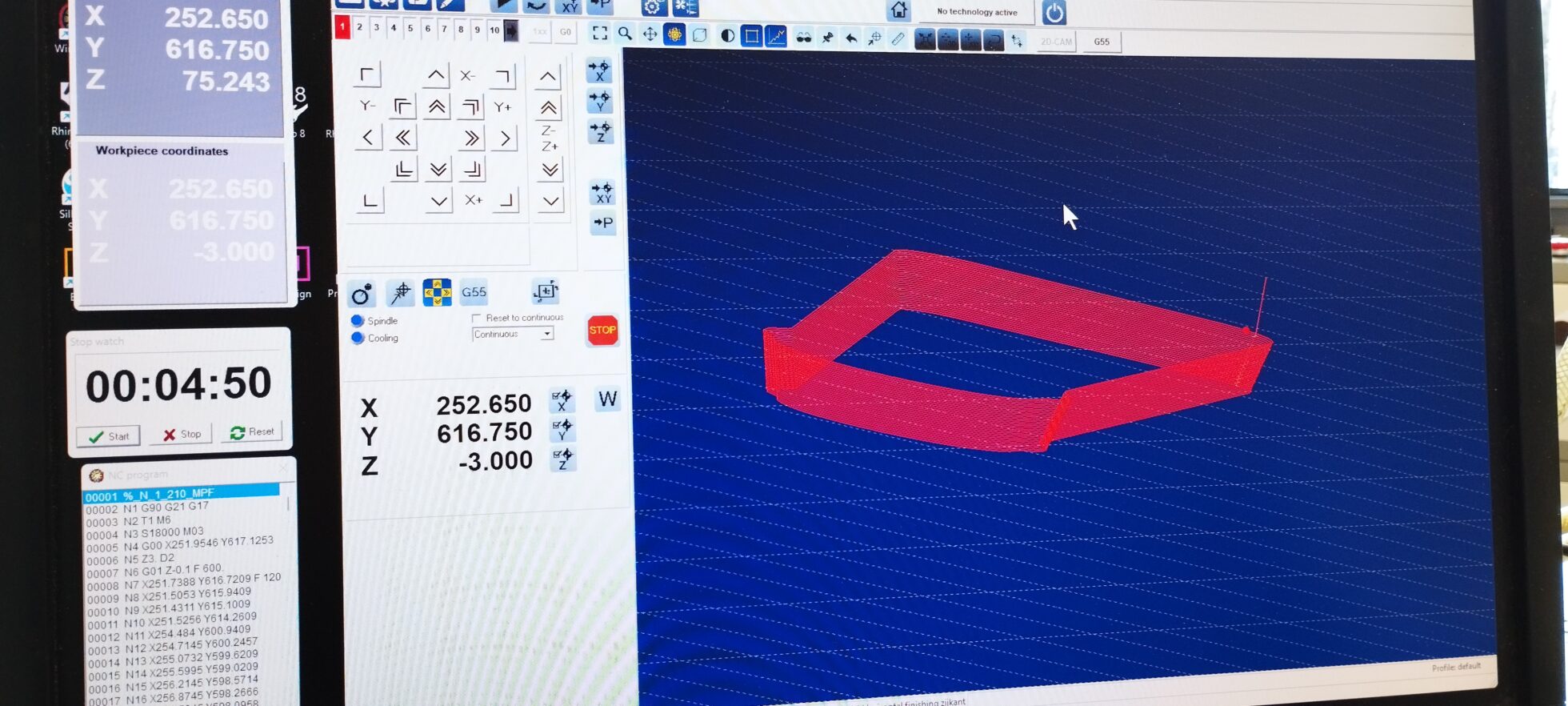
Zo ziet het er uit in de tekensoftware. Het blauwe vlak (lijnen eigenlijk) zijn de freesbanen, die aangeven waar de frees langs beweegt. In dit geval een eindafwerking, om een mooi afgewerkt oppervlak te krijgen. Dit gaat naar de freessoftware als NC code, een lang tekstbestand met coordinaten en snelheden (soort G-Code)
De freessoftware. Hier moet je liever geen fouten maken . Hier bestaat geen control-Z. Check, doublecheck en nog een check. En dan frezen en op blijven letten.
De tegenplaat in de frees
Gaten boren met de kolomboor. Het ziet er wel gelijk een stuk ruiger uit zo.
Bouten worden afgewerkt tot paspennen waarmee de mal gemakkelijk en exact kan worden uitgelijnd op de tegenvorm
Paspennen erinEn klaar. De opening tussen de delen is de “spuiruimte” waar overmaat plastic heen kan.
De onderkant van de mal wordt gevuld met een rolletje warme en nog zachte geextrudeerde gerecyclede kunststof, deksel er op, in de bankschroef en aandraaien maar. Omdat dat met de hand wordt gedaan is er variatie, de ene keer gaat er meer in dan de andere. Een beetje overmaat is overigens wel aan te bevelen, om de mal goed gevuld te krijgen zonder holtes erin.
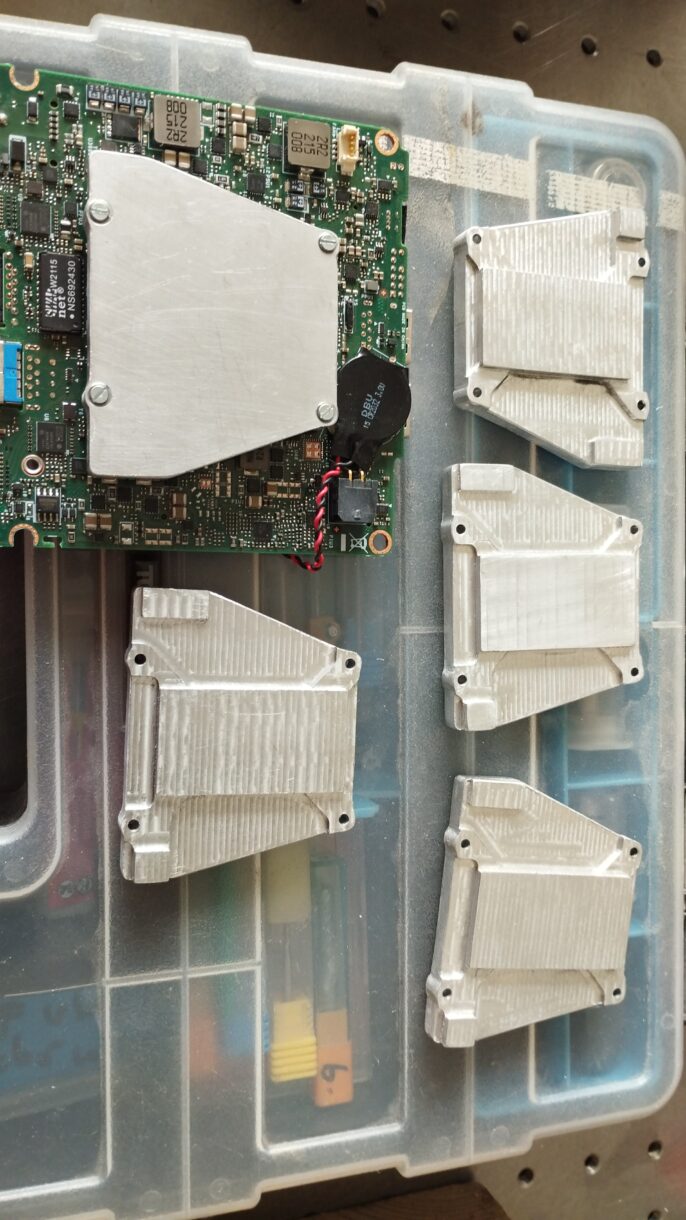
Een pcb waar een heatpipe op zit moet een andere koeling krijgen. Het wordt een aluminium plaat welke nauw aansluit op de componenten welke gekoeld moeten worden.
Een 10 mm dik plaatje aluminium wordt gefreesd. Het is iets te groot gekozen zodat een stevige rand blijft zitten als de contour gefreesd is. De koelplaat zit dan met dunne tabs vast welke later weggezaagd en bijgevijld worden. Gekozen is zoveel mogelijk met een enkele frees te werken (4mm), om instel- en wisseltijd te voorkomen. Alleen de schroefgaten moeten met een 2 mm frees worden gemaakt. Als alle bewerkingen aan de bovenkant zijn gedaan kan de plaat worden omgedraaid om aan de onderzijde verder te werken.
Ondersteboven, tabs houden het werkstuk vastUitsparingen voor verzinken van de schroevenGereed, kan losgezaagd en afgewerkt worden
Het is een koelplaat welke de heat pipes vervangt.
Koelplaat met heat pipes en alu blok wat dit gaat vervangenOude koeler met heat pipes en de nieuwe situatieFreesopstelling
Een ding kan beter: de schroeven vallen nu in een verdiept deel. Simpel verzinken en een langere schroef gebruiken volstaat echter ook. Dan hoeft er niet aan de achterzijde te worden gefreesd. Dat voorkomt fouten en is minder werk = kosten
Al met al heel aardig gelukt voor de eerste test. Nog een paar minieme maat aanpassingen (we blijven perfectionist) doorgevoerd en een serie gefreesd.
Het model is iets aangepast aan langere bevestigingsschroevenEn de resten smelt ik wel een keer om
Dit was ook een mooie opwarmer voor de volgende freesklus: 2 drukmallen voor kunststof.
De volgende klus loopt inmiddels, terug naar het podium, het theaterbloed kruipt waar het niet gaan kan. Test repetitie gehouden om maten te bepalen voor een nieuw decor voor voorstelling met Edwin Dertien, met dank aan Sonnevanck voor het gebruik van hun zaal. Nadat we wisten hoe groot we moesten gaan konden we onderdelen gaan zoeken. Meer zeg ik nog niet🙂
Edwin zal Edwin niet zijn als er niet iets mechanisch in komt.